Để nâng cao độ chính xác của phép đo nhiệt độ, việc lựa chọn thời điểm đo nhiệt độ là vô cùng quan trọng.Ngay cả khi đo cùng một vật thể, nhiệt độ đo được có thể thay đổi tùy thuộc vào quá trình làm nóng hoặc làm mát, sự thay đổi của môi trường xung quanh và quán tính nhiệt của vật thể đo.Nếu không đo nhiệt độ vào thời điểm thích hợp, ta sẽ không thể nắm bắt chính xác nhiệt độ thực tế, và kết quả đo có thể không phù hợp với mục đích mong muốn.
Ví dụ, trong quá trình làm nóng kim loại dày bằng đèn halogen, nhiệt độ bề mặt tăng nhanh, nhưng nhiệt độ bên trong cần thời gian để đạt mức tương tự.Ngoài ra, trong môi trường ngoài trời hoặc nhà máy, nhiệt độ đo được cũng có thể dao động tùy vào thời điểm đo và sự thay đổi của nhiệt độ môi trường, do đó cần quản lý thời điểm đo một cách phù hợp.
Chương này sẽ giải thích chi tiết ba yếu tố chính ảnh hưởng đến thời điểm đo nhiệt độ:
1. Sự thay đổi nhiệt độ do quá trình làm nóng và làm mát
2. Ảnh hưởng của sự thay đổi nhiệt độ môi trường
3. Ảnh hưởng của quán tính nhiệt của vật thể đo
7.1 Các yếu tố ảnh hưởng đến sự thay đổi nhiệt độ và tác động của chúng
Nhiệt độ không cố định mà thay đổi theo thời gian. Nếu chọn sai thời điểm đo, nhiệt độ thu được có thể khác với nhiệt độ thực tế, làm giảm độ tin cậy của dữ liệu đo.Dưới đây là phân tích chi tiết về ảnh hưởng của thời điểm đo đến sự thay đổi nhiệt độ.
7.1.1 Sự thay đổi nhiệt độ do quá trình làm nóng và làm mát
Trong quá trình làm nóng và làm mát, nhiệt độ đo được có thể khác nhau tùy vào thời điểm đo.Đặc biệt, khi sử dụng đèn halogen để gia nhiệt, do nhiệt chỉ tác động trực tiếp lên một số vị trí, có thể xảy ra sự chênh lệch nhiệt độ giữa khu vực được chiếu xạ và khu vực không được chiếu xạ.Nếu không chọn đúng thời điểm và vị trí đo, sẽ không thể đo chính xác nhiệt độ thực tế.
Ví dụ về sự thay đổi nhiệt độ trong quá trình gia nhiệt bằng đèn halogen
Ngay sau khi bắt đầu gia nhiệt → Nhiệt độ bề mặt tăng nhanh, nhưng nhiệt độ bên trong thay đổi chậm hơn. Trong quá trình gia nhiệt → Nhiệt độ bên trong dần dần tăng, và chênh lệch giữa nhiệt độ bề mặt và nhiệt độ bên trong giảm. Sau khi gia nhiệt hoàn tất → Nhiệt độ bên trong và nhiệt độ bề mặt gần như đồng đều, có thể đo nhiệt độ ổn định.
Thời điểm đo thích hợp
1. Chờ cho đến khi quá trình làm nóng hoặc làm mát hoàn tất và nhiệt độ bên trong đồng đều trước khi đo.
2. Không chỉ đo nhiệt độ bề mặt, mà cần tính đến cả nhiệt độ bên trong.
3. Khi nhiệt độ thay đổi nhanh, cần đo nhiều lần vào các thời điểm khác nhau để nâng cao độ chính xác của dữ liệu.
7.1.2 Ảnh hưởng của sự thay đổi nhiệt độ môi trường
Kết quả đo nhiệt độ không chỉ bị ảnh hưởng bởi bản thân vật thể đo, mà còn bị tác động bởi sự thay đổi nhiệt độ môi trường xung quanh.Đặc biệt, trong các phép đo ngoài trời hoặc trong phòng có điều hòa, sự thay đổi nhiệt độ theo thời gian đo không thể bỏ qua.
1. Ảnh hưởng của môi trường ngoài trời
Nhiệt độ không khí vào buổi sáng, trưa và tối khác nhau đáng kể, do đó khó so sánh nếu phép đo được thực hiện vào các thời điểm khác nhau.
Ví dụ: Vào mùa hè, nhiệt độ của mặt đường nhựa có thể lên đến 60°C vào ban ngày, nhưng giảm xuống dưới 30°C vào ban đêm.
2. Ảnh hưởng của môi trường trong nhà
Sự thay đổi nhiệt độ trong phòng có thể bị ảnh hưởng bởi hoạt động của điều hòa hoặc số lượng người ra vào.
Ví dụ: Trong nhà máy, nhiệt độ có thể tăng do hoạt động của máy móc, ngay cả khi đo cùng một vật thể, kết quả có thể thay đổi tùy vào thời điểm đo.
Biện pháp khắc phục
1. Tiêu chuẩn hóa thời gian đo để có thể so sánh dữ liệu một cách chính xác.
2. Đo ở những địa điểm và thời điểm ít bị ảnh hưởng bởi nhiệt độ môi trường.
3. Thực hiện đo nhiều lần và lấy giá trị trung bình để giảm tác động của sự dao động nhiệt độ.
7.1.3 Ảnh hưởng của quán tính nhiệt của vật thể đo
Quán tính nhiệt là độ trễ của vật thể trong việc phản ứng với sự thay đổi nhiệt độ, và được quyết định bởi dung lượng nhiệt và độ dẫn nhiệt.Nói chung, vật thể có dung lượng nhiệt lớn sẽ thay đổi nhiệt độ chậm hơn, trong khi vật có độ dẫnDo đó, thời điểm đo có thể ảnh hưởng đến giá trị thu được. nhiệt thấp sẽ mất nhiều thời gian hơn để truyền nhiệt.Do đó, thời điểm đo có thể ảnh hưởng đến giá trị thu được.
Ví dụ về ảnh hưởng của quán tính nhiệt đối với phép đo nhiệt độ
1. Gia nhiệt khối kim loại
Ngay sau khi bắt đầu gia nhiệt → Nhiệt độ bề mặt tăng nhanh, nhưng nhiệt độ bên trong gần như không thay đổi.
Sau vài giờ → Nhiệt lan truyền vào bên trong, và nhiệt độ trở nên đồng đều hơn, giúp đo nhiệt độ chính xác hơn.
2. Gia nhiệt bộ phận nhựa dày
Khi gia nhiệt nhanh → Nhiệt độ bề mặt tăng lên trong thời gian ngắn, nhưng bên trong mất nhiều thời gian hơn để nóng lên.
Sau một thời gian → Nhiệt lan truyền khắp bên trong, và nhiệt độ trở nên ổn định.
Thời điểm đo thích hợp
Chờ đến khi nhiệt độ bên trong vật thể đo ổn định trước khi thực hiện phép đo.
Thực hiện nhiều lần đo để có kết quả chính xác hơn.
Đối với vật thể dày, không chỉ đo nhiệt độ bề mặt mà cần xem xét cả nhiệt độ bên trong.
7.2 Kết luận
Nếu chọn thời điểm đo không phù hợp, kết quả đo có thể khác xa với nhiệt độ thực tế.Việc lựa chọn thời điểm đo chính xác sẽ giúp thu thập dữ liệu đáng tin cậy hơn.
Điểm quan trọng khi lựa chọn thời điểm đo nhiệt độ
✅ Trước khi đo, đảm bảo rằng nhiệt độ đã ổn định, tức là sau khi làm nóng hoặc làm mát hoàn tất.
✅ Không chỉ đo nhiệt độ bề mặt, mà còn cân nhắc nhiệt độ bên trong.
✅ Tiêu chuẩn hóa thời gian đo để giảm thiểu tác động của yếu tố môi trường.
✅ Trong điều kiện nhiệt độ thay đổi nhanh, thực hiện nhiều lần đo trong một khoảng thời gian nhất định để cải thiện độ chính xác.
Việc chọn thời điểm đo thích hợp là chìa khóa để quản lý nhiệt độ chính xác.
Trong đo nhiệt độ, việc lựa chọn vị trí đo là vô cùng quan trọng để đảm bảo độ chính xác của phép đo và áp dụng nhiệt độ quản lý (Controlled Temperature). Ngay cả khi cùng đo một đối tượng, nhiệt độ đo được có thể thay đổi tùy theo vị trí đo. Vì vậy, cần giảm thiểu sự dao động trong giá trị đo và thực hiện kiểm soát nhiệt độ một cách nhất quán.
Đặc biệt, trong quá trình sản xuất, để kiểm soát nhiệt độ chính xác, cần hiểu rõ ảnh hưởng của quá trình gia nhiệt và làm mát, đồng thời xác định vị trí tối ưu trên đối tượng đo. Nếu lựa chọn vị trí đo không phù hợp, nhiệt độ cài đặt và nhiệt độ thực tế có thể chênh lệch, dẫn đến giảm chất lượng sản phẩm hoặc gây mất ổn định trong quá trình sản xuất.
Chương này sẽ giải thích cách lựa chọn vị trí đo ảnh hưởng đến kiểm soát nhiệt độ, cũng như phương pháp xác định vị trí đo thích hợp khi xem xét nhiệt độ quản lý. Ngoài ra, chương này cũng sẽ đề cập đến các yếu tố gây sai số khi đo nhiệt độ (ảnh hưởng của dẫn nhiệt, đối lưu nhiệt, và bức xạ nhiệt) được nêu trong Chương 3 và Chương 4, tập trung vào tối ưu hóa vị trí đo trong thực tế.
6.1 Xác định vị trí đo bằng cách áp dụng khái niệm nhiệt độ quản lý
Nhiệt độ quản lý là nhiệt độ tham chiếu được sử dụng để thực hiện kiểm soát nhiệt độ ổn định bằng cách tính đến sai số đo và biến động môi trường.
Mục đích của đo nhiệt độ không chỉ đơn giản là “”đo nhiệt độ””, mà quan trọng hơn là đảm bảo quản lý quy trình tối ưu và duy trì chất lượng sản phẩm. Do đó, trong việc lựa chọn vị trí đo, cần xem xét quy trình sản xuất và tiêu chuẩn chất lượng của đối tượng đo, cũng như đo nhiệt độ tại phần quan trọng nhất.
Lợi ích của việc chọn vị trí đo thích hợp
1. Giảm dao động trong đo nhiệt độ và đảm bảo độ ổn định của nhiệt độ quản lý
2. Thực hiện kiểm soát nhiệt độ phù hợp với điều kiện sản xuất thực tế
3. Ngăn ngừa sự cố về chất lượng và nâng cao hiệu suất sản xuất
4. Hỗ trợ tối ưu hóa điều kiện sản xuất và giảm chi phí năng lượng
6.2 Đo nhiệt độ tại vị trí quan trọng nhất trong quá trình sản xuất
Để kiểm soát nhiệt độ chính xác trong môi trường sản xuất, cần xem xét sự ảnh hưởng của gia nhiệt và làm mát đến sản phẩm, đồng thời đo nhiệt độ tại bộ phận có nhiệt độ quan trọng nhất.
Nếu vị trí đo không được chọn đúng, nhiệt độ cài đặt và nhiệt độ thực tế của sản phẩm có thể khác nhau, làm tăng nguy cơ giảm chất lượng hoặc gây lỗi trong quy trình sản xuất.Dưới đây là các ví dụ cụ thể về vị trí đo quan trọng trong từng ngành công nghiệp:
6.2.1 Ví dụ về đo nhiệt độ đối tượng gia nhiệt
1. Tôi nhiệt bộ phận kim loại
Thách thức: Trong quá trình tôi nhiệt, nhiệt độ bề mặt và nhiệt độ bên trong khác nhau. Vì vậy, để đảm bảo độ cứng phù hợp, cần đo nhiệt độ bên trong.
Vị trí đo: Trung tâm bộ phận hoặc khu vực có nhiệt độ ổn định (ví dụ: cắm cặp nhiệt điện vào bên trong).
2. Ép nhựa
Thách thức: Nếu vật liệu không nóng chảy và làm mát đồng đều trong quá trình ép, có thể gây ra lỗi hình dạng hoặc làm giảm độ bền.
Vị trí đo: Nhiệt độ bên trong nhựa đang nóng chảy và nhiệt độ bề mặt khuôn.
3. Chế biến thực phẩm (gia nhiệt trong lò nướng)
Thách thức: Ngay cả khi nhiệt độ không khí trong lò nướng đạt tiêu chuẩn, nếu phần bên trong của thực phẩm không được gia nhiệt đầy đủ, có thể gây vấn đề về an toàn thực phẩm.
Vị trí đo: Phần trung tâm thực phẩm (cắm đầu dò nhiệt độ vào trong), đồng thời đo tại nhiều vị trí khác nhau để kiểm tra sự phân bố nhiệt trong lò.
4. Sản xuất bán dẫn
Thách thức: Trong quá trình gia nhiệt wafer, cần đảm bảo kiểm soát nhiệt độ đồng đều. Do đó, cần xác nhận rằng nhiệt độ cài đặt và nhiệt độ thực tế của wafer có khớp nhau không.
Vị trí đo: Đo nhiệt độ tại trung tâm và cạnh của wafer để đánh giá độ đồng nhất.
6.3 Giảm thiểu sai số đo nhiệt độ
Khi chọn vị trí đo thích hợp, điều quan trọng là chọn vị trí ít bị ảnh hưởng bởi môi trường bên ngoài và có kết quả ổn định.
Đặc biệt, đặc tính vật liệu, hình dạng và điều kiện xung quanh có thể làm cho nhiệt độ đo được khác nhau ngay cả trên cùng một đối tượng. Vì vậy, việc đảm bảo độ ổn định của vị trí đo là yếu tố quan trọng để nâng cao độ tin cậy của nhiệt độ quản lý.
6.4 Chuẩn hóa tiêu chí đo lường để đảm bảo tính nhất quán
Để nâng cao độ chính xác khi đo, cần chuẩn hóa vị trí đo và thu thập dữ liệu một cách nhất quán làm tiêu chuẩn cho nhiệt độ quản lý.
Nếu vị trí đo thay đổi mỗi lần đo, dữ liệu sẽ dao động nhiều hơn, dẫn đến giảm độ tin cậy của nhiệt độ quản lý.
6.4.1 Ví dụ về chuẩn hóa tiêu chí đo
1. Tôi nhiệt bộ phận kim loại
Tiêu chuẩn: Luôn cắm cặp nhiệt điện vào trung tâm bộ phận để có dữ liệu đo nhất quán.
Mục đích: Ngăn chặn sự không đồng đều về nhiệt độ và chuẩn hóa vị trí đo.
2. Ép nhựa
Tiêu chuẩn: Không chỉ đo nhiệt độ đầu phun, mà còn chuẩn hóa vị trí đo nhiệt độ nhựa nóng chảy và nhiệt độ trong quá trình làm mát.
Mục đích: Ổn định chất lượng sản phẩm đúc.
3. Chế biến thực phẩm (gia nhiệt trong lò nướng)
Tiêu chuẩn: Luôn cắm đầu dò nhiệt độ vào trung tâm thực phẩm để thu thập dữ liệu nhiệt độ bên trong.
Mục đích: Đánh giá sự phân bố nhiệt và đảm bảo an toàn thực phẩm.
4. Sản xuất bán dẫn
Tiêu chuẩn: Luôn đo nhiệt độ tại cùng một điểm (trung tâm và cạnh wafer) trong mỗi lần đo.
Mục đích: Kiểm tra sự đồng nhất khi gia nhiệt và nâng cao độ chính xác của quá trình sản xuất.
6.5 Kết luận
Bằng cách chuẩn hóa tiêu chí đo lường và lựa chọn vị trí đo thích hợp, chúng ta có thể nâng cao độ chính xác của phép đo nhiệt độ và độ tin cậy của kiểm soát nhiệt độ.
Việc áp dụng khái niệm nhiệt độ quản lý và giảm thiểu ảnh hưởng của môi trường đo sẽ giúp đạt được kiểm soát nhiệt độ nhất quán, tối ưu hóa quy trình sản xuất và nâng cao chất lượng sản phẩm.
Đo nhiệt độ đóng vai trò quan trọng trong nhiều lĩnh vực như công nghiệp, y tế, nghiên cứu và chế biến thực phẩm. Tuy nhiên, cần lưu ý rằng nhiệt độ đo được không phải lúc nào cũng phản ánh chính xác “nhiệt độ thực”.
Có nhiều yếu tố ảnh hưởng đến kết quả đo nhiệt độ như sai số của thiết bị đo, điều kiện môi trường và phương pháp đo. Nếu không xem xét các yếu tố này một cách thích hợp, có thể dẫn đến quản lý nhiệt độ sai lệch. Do đó, trong thực tế vận hành, cần đưa ra khái niệm “nhiệt độ quản lý”, tức là phương pháp quản lý nhiệt độ chấp nhận sai số trong một phạm vi nhất định.
Chương này sẽ giải thích chi tiết giới hạn của đo nhiệt độ, các yếu tố gây sai số, các phương pháp để tiến gần hơn đến nhiệt độ thực và vai trò của nhiệt độ quản lý trong quản lý nhiệt độ thực tế.
5.1 Nhiệt độ thực và sai số đo lường
5.1.1 Định nghĩa nhiệt độ thực
Nhiệt độ thực là nhiệt độ lý tưởng của vật thể được đo, không bị ảnh hưởng bởi phương pháp đo hay môi trường xung quanh. Tuy nhiên, trên thực tế, rất khó để đo chính xác nhiệt độ này do ảnh hưởng của thiết bị đo và điều kiện môi trường, dẫn đến sai số trong đo lường.
5.1.2 Lý do khó đo được nhiệt độ thực
Dưới đây là một số yếu tố gây ra sự khác biệt giữa nhiệt độ thực và nhiệt độ đo được:
1. Sai số của thiết bị đo
Mỗi thiết bị đo đều có giới hạn sai số. Ví dụ, cặp nhiệt điện và điện trở nhiệt (RTD) có sai số nhất định.
Ví dụ: Cặp nhiệt điện có sai số ±1 đến ±2℃ tùy theo dải nhiệt độ, điều này có thể ảnh hưởng đến giá trị đo.
2. Ảnh hưởng của thiết bị đo đến vật thể đo
Cặp nhiệt điện, điện trở nhiệt, cảm biến nhiệt điện trở (thermistor) có thể làm thay đổi nhiệt độ của vật thể do sự trao đổi nhiệt khi tiếp xúc.
Ví dụ: Nếu vật thể đo nhỏ, thiết bị đo có thể hấp thụ nhiệt từ vật thể, làm cho nhiệt độ đo được thấp hơn thực tế.
3. Ảnh hưởng của bức xạ hồng ngoại
Trong đo lường sử dụng gia nhiệt hồng ngoại, cả vật thể và thiết bị đo có thể bị nóng lên, làm sai lệch kết quả đo, đặc biệt là đối với các thiết bị đo tiếp xúc.
4. Ảnh hưởng của hệ số phát xạ
Nhiệt kế hồng ngoại tính toán nhiệt độ dựa trên hệ số phát xạ của vật thể. Nếu giá trị hệ số phát xạ bị lệch dù chỉ 1%, nhiệt độ đo được có thể thay đổi đáng kể.
Ví dụ: Nếu hệ số phát xạ thực tế là 0.95 nhưng được đặt thành 0.90, nhiệt độ đo có thể thấp hơn vài độ so với thực tế.
5. Ảnh hưởng của môi trường đo
Gió, độ ẩm, nguồn nhiệt gần đó có thể làm thay đổi kết quả đo.
Ví dụ: Gió có thể làm thay đổi nhiệt độ bề mặt của vật thể, hoặc độ ẩm có thể gây hiện tượng ngưng tụ trên cảm biến nhiệt, làm thay đổi giá trị đo.
6. Độ trễ của bộ điều khiển nhiệt độ
Ngay cả khi nhiệt độ được đo theo thời gian thực, vẫn có độ trễ giữa nhiệt độ thực tế và nhiệt độ đo được, đặc biệt là trong các điều kiện có sự thay đổi nhiệt độ nhanh chóng.
5.2 Sự cần thiết của nhiệt độ quản lý
Vì việc đo nhiệt độ luôn có sai số, nên trong thực tế, quan trọng hơn là quản lý nhiệt độ một cách nhất quán thay vì cố gắng đo chính xác nhiệt độ thực. Do đó, khái niệm “nhiệt độ quản lý” được đưa vào để thực hiện kiểm soát nhiệt độ bằng cách chấp nhận một mức sai số nhất định.
Ví dụ về nhiệt độ quản lý
Giả sử chúng ta muốn làm nóng một vật thể đến 500℃ bằng một bộ gia nhiệt.
1. Nhiệt độ cài đặt: 500℃ (giá trị cài đặt trên bộ điều khiển nhiệt độ) 2. Nhiệt độ đo được: 500℃ (giá trị đo được bằng cặp nhiệt điện) 3. Nhiệt độ thực: Do ảnh hưởng của phương pháp đo và môi trường đo, nhiệt độ thực tế của vật thể có thể chênh lệch vài độ.
Ngay cả khi nhiệt độ đo được là 500℃, điều đó không có nghĩa là nhiệt độ thực cũng 500℃. Tuy nhiên, trong vận hành thực tế, điều quan trọng hơn là đảm bảo rằng vật thể đã đạt đến nhiệt độ cần thiết cho quá trình sản xuất hoặc gia công.
Bằng cách thiết lập nhiệt độ quản lý, chúng ta có thể kiểm soát nhiệt độ tối ưu, xem xét cả sai số đo và đặc điểm của thiết bị.
5.2.1 Lợi ích của việc áp dụng nhiệt độ quản lý
1. Cho phép quản lý nhiệt độ thực tế có tính đến sai số
Thay vì tìm kiếm nhiệt độ thực một cách tuyệt đối, chúng ta có thể quản lý nhiệt độ trong một phạm vi có thể đo lường một cách nhất quán.
Quản lý nhiệt độ có thể được điều chỉnh theo đặc điểm của thiết bị, cảm biến và bộ gia nhiệt.
2. Quản lý nhiệt độ phù hợp với đặc tính của thiết bị
Có thể bù đắp sai số của thiết bị đo và cảm biến, giúp kiểm soát nhiệt độ ổn định trong phạm vi chấp nhận được.
3. Duy trì chất lượng quy trình sản xuất
Thay vì quá tập trung vào sai số nhỏ trong đo nhiệt độ, có thể quản lý nhiệt độ theo cách đáp ứng yêu cầu của sản phẩm và quy trình.
Ví dụ: Trong ngành thực phẩm hoặc sản xuất kim loại, miễn là nhiệt độ nằm trong phạm vi cho phép, thường sẽ không có tác động đáng kể đến chất lượng sản phẩm.
5.3 Kết luận
Trong đo nhiệt độ, việc loại bỏ hoàn toàn sai số đo là điều rất khó. Tuy nhiên, điều quan trọng hơn là áp dụng quản lý nhiệt độ phù hợp với mục đích sử dụng.
Bằng cách áp dụng khái niệm “nhiệt độ quản lý”, chúng ta có thể xem xét sai số đo, đặc điểm của thiết bị và quy trình sản xuất, để đạt được kiểm soát nhiệt độ tối ưu.
Một trong những yếu tố gây sai số trong đo nhiệt độ là sự phân bố nhiệt độ không đồng đều. Nhiệt độ không phải lúc nào cũng lan tỏa một cách đồng nhất, mà nó có thể thay đổi đáng kể tùy thuộc vào vật liệu của đối tượng đo, môi trường xung quanh và cơ chế truyền nhiệt (dẫn nhiệt, đối lưu, bức xạ).
Nếu không xem xét đến sự không đồng đều này khi đo, nhiệt độ đo được sẽ khác nhau tại mỗi vị trí, dẫn đến đánh giá sai về nhiệt độ thực tế.
Trong chương này, chúng tôi sẽ phân tích chi tiết các nguyên nhân gây ra sự không đồng đều của phân bố nhiệt độ và đề xuất các biện pháp cụ thể để giảm thiểu sai số đo lường.
4.1 Sự không đồng đều của phân bố nhiệt độ là gì?
Sự không đồng đều của phân bố nhiệt độ là hiện tượng nhiệt độ không đồng nhất trên toàn bộ đối tượng đo, dẫn đến các giá trị đo khác nhau tùy vào vị trí đo. Hiện tượng này xảy ra do các yếu tố sau:
Sự không đồng nhất của thiết bị gia nhiệt/làm lạnh
Máy gia nhiệt hoặc làm lạnh không thể cung cấp nhiệt hoặc không khí lạnh một cách đồng đều, dẫn đến sự chênh lệch nhiệt độ.
Sự khác biệt về độ dẫn nhiệt của vật liệu
Kim loại như nhôm có độ dẫn nhiệt cao giúp nhiệt lan tỏa nhanh hơn, trong khi nhựa có độ dẫn nhiệt thấp làm cho nhiệt lan tỏa chậm, dẫn đến sự phân bố nhiệt không đều.
Ảnh hưởng của đối lưu trong không khí hoặc chất lỏng
Trong môi trường không khí hoặc chất lỏng, dòng đối lưu xuất hiện khi không khí nóng/lỏng nóng di chuyển lên trên và phần lạnh di chuyển xuống dưới, gây ra sự khác biệt nhiệt độ tùy vào vị trí đo.
Ảnh hưởng của bức xạ nhiệt
Bức xạ nhiệt từ bề mặt vật thể có thể tạo ra sự chênh lệch nhiệt độ giữa bề mặt và bên trong, đặc biệt là trong môi trường nhiệt độ cao.
Các yếu tố trên có thể tác động đồng thời, làm sai lệch kết quả đo. Do đó, cần hiểu rõ sự không đồng đều của phân bố nhiệt độ và chọn phương pháp đo phù hợp.
4.2 Nguyên nhân và biện pháp khắc phục sai số do phân bố nhiệt độ không đồng đều
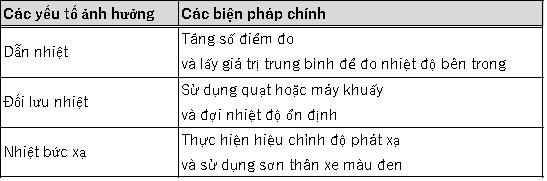
4.2.1 Ảnh hưởng của dẫn nhiệt và biện pháp khắc phục
Dẫn nhiệt là hiện tượng nhiệt truyền qua vật liệu. Tuy nhiên, không phải tất cả vật liệu đều truyền nhiệt với tốc độ như nhau, mà tốc độ truyền nhiệt phụ thuộc vào hệ số dẫn nhiệt của từng loại vật liệu.
【Nguyên nhân】
1. Kim loại có độ dẫn nhiệt cao (ví dụ: đồng, nhôm)
Nhiệt lan tỏa đồng đều nhưng nếu kích thước lớn, phần trung tâm và phần rìa có thể có sự chênh lệch nhiệt độ.
Ví dụ: Khi làm nóng một tấm nhôm từ một phía, nhiệt độ giữa trung tâm và rìa tấm có thể khác nhau.
2. Vật liệu có độ dẫn nhiệt thấp (ví dụ: nhựa, gốm, vật liệu cách nhiệt)
Khi nhiệt độ bề mặt thay đổi, nhiệt bên trong truyền chậm hơn.
Ví dụ: Nếu làm nóng một tấm nhựa dày từ một phía, nhiệt độ bề mặt tăng nhanh nhưng nhiệt độ mặt sau tăng chậm.
【Biện pháp khắc phục】
1. Đo tại nhiều vị trí khác nhau và lấy giá trị trung bình
Khi nhiệt độ không đồng đều, đo ở nhiều điểm và lấy trung bình để có kết quả chính xác hơn.
2. Xem xét sự khác biệt về độ dẫn nhiệt khi đo
Với vật liệu có độ dẫn nhiệt thấp như thép không gỉ, cần đo trong thời gian dài để nhiệt độ bên trong ổn định.
3. Chèn cảm biến vào bên trong vật thể
Không chỉ đo nhiệt độ bề mặt mà cần đo cả nhiệt độ bên trong để giảm thiểu ảnh hưởng của dẫn nhiệt.
4.2.2 Ảnh hưởng của đối lưu nhiệt và biện pháp khắc phục
Trong không khí hoặc chất lỏng, nhiệt di chuyển chủ yếu nhờ đối lưu, khi chất lỏng hoặc khí nóng nở ra, nhẹ hơn và đi lên, trong khi phần lạnh di chuyển xuống dưới.
【Nguyên nhân】
1. Đối lưu trong không khí
Trong phòng, không khí nóng dâng lên và không khí lạnh chìm xuống, tạo ra sự chênh lệch nhiệt độ giữa trần nhà và sàn nhà.
Ví dụ: Trong phòng xông hơi, nhiệt độ gần trần cao hơn nhiều so với nhiệt độ gần sàn.
2. Đối lưu trong nước
Khi đun nóng nước, phần nước nóng dâng lên trong khi phần lạnh chìm xuống. Nếu không khuấy đều, nhiệt độ đo tại các vị trí khác nhau sẽ khác nhau.
Ví dụ: Khi đun sôi nồi nước, nếu không khuấy, nước dưới đáy nóng nhanh hơn nước ở trên.
【Biện pháp khắc phục】
1. Sử dụng quạt hoặc thiết bị khuấy để làm đồng đều nhiệt độ
Đối với không khí, sử dụng quạt để lưu thông luồng khí.
Đối với chất lỏng, sử dụng bộ khuấy để làm đều nhiệt độ.
2. Chờ nhiệt độ ổn định trước khi đo
Không đo ngay sau khi bật máy sưởi hoặc điều hòa, mà đợi nhiệt độ ổn định.
Đối với chất lỏng, khuấy đều trước khi đo.
4.2.3 Ảnh hưởng của bức xạ nhiệt và biện pháp khắc phục
Bức xạ nhiệt là quá trình nhiệt di chuyển dưới dạng tia hồng ngoại. Các vật liệu có hệ số bức xạ khác nhau có thể cho kết quả đo nhiệt độ khác nhau ngay cả trong cùng một môi trường.
【Nguyên nhân】
1. Vật liệu có hệ số bức xạ cao (ví dụ: gỗ, giấy, gạch đỏ)
Hấp thụ nhiệt tốt và dễ bị thay đổi nhiệt độ.
Ví dụ: Xe hơi màu đen hấp thụ nhiều nhiệt hơn xe màu trắng dưới ánh nắng mặt trời.
2. Vật liệu có hệ số bức xạ thấp (ví dụ: kim loại được đánh bóng)
Phản xạ nhiệt nhiều hơn, dẫn đến kết quả đo thấp hơn nhiệt độ thực tế.
Ví dụ: Nhôm và gỗ đặt cùng một nơi nhưng gỗ có nhiệt độ cao hơn khi đo bằng nhiệt kế hồng ngoại.
【Biện pháp khắc phục】
1. Chỉnh hệ số bức xạ khi đo
Điều chỉnh hệ số bức xạ của nhiệt kế hồng ngoại để đo chính xác hơn.
Nếu không biết hệ số bức xạ, có thể sử dụng nhiệt kế tiếp xúc để đo và điều chỉnh nhiệt kế hồng ngoại dựa trên kết quả này.
2. Thống nhất bề mặt của đối tượng đo
Phủ sơn hấp thụ nhiệt để bề mặt có cùng hệ số bức xạ, giúp giảm sai số.
3. Đo từ góc phù hợp để giảm phản xạ
Đo từ góc tránh phản xạ để có kết quả chính xác hơn.
4.3 Kết luận
Nếu không xem xét đến sự phân bố nhiệt độ không đồng đều khi đo, sai số lớn có thể xảy ra. Do đó, cần hiểu rõ ảnh hưởng của dẫn nhiệt, đối lưu và bức xạ, đồng thời áp dụng phương pháp đo phù hợp để đảm bảo kết quả đo chính xác.
Việc chọn phương pháp đo phù hợp sẽ giúp đo nhiệt độ một cách chính xác và đáng tin cậy hơn.
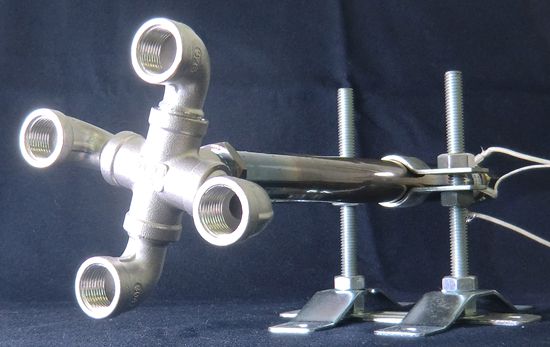
Pengukuran suhu dapat dipengaruhi oleh berbagai faktor kesalahan, tetapi tiga faktor utama yang sering terjadi adalah ketidaksempurnaan kontak termal, keterlambatan waktu, dan pengaruh lingkungan pengukuran.
Kesalahan ini dapat diminimalkan dengan metode pengukuran yang tepat dan penyesuaian lingkungan yang sesuai. Dalam bab ini, kita akan menjelaskan penyebab utama dari setiap jenis kesalahan serta strategi untuk mengatasinya secara praktis.
3.1 Kesalahan Akibat Ketidaksempurnaan Kontak Termal dan Cara Mengatasinya
3.1.1 Penyebab Kesalahan Kontak Termal
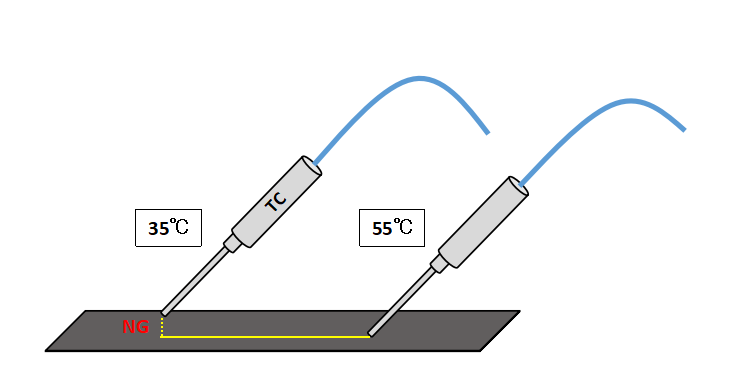
Dalam pengukuran suhu, jika bagian sensor suhu tidak memiliki kontak yang baik dengan objek yang diukur, maka hasil pengukuran tidak akan akurat. Hal ini terutama terjadi pada termometer tipe kontak seperti termistor, RTD, dan termokopel. Penyebab utama kesalahan ini antara lain:
Luas kontak yang kecil
→ Transfer panas menjadi kurang efisien, sehingga suhu yang terukur lebih rendah dari suhu sebenarnya.
Sensor tidak menempel sempurna pada objek
→ Tidak stabil secara termal dan mudah dipengaruhi oleh lingkungan luar.
Adanya lapisan isolasi (oksida atau udara) antara sensor dan objek
→ Menghambat transfer panas, menyebabkan hasil pengukuran yang tidak akurat.
3.1.2 Cara Mengatasi Kesalahan Kontak Termal
Untuk mengurangi kesalahan akibat kontak termal yang buruk, langkah-langkah berikut dapat diterapkan:
Meningkatkan kontak sensor dengan objek
Pastikan sensor memiliki luas kontak yang lebih besar dengan objek yang diukur.
Gunakan pita tahan panas untuk menstabilkan posisi sensor.
Menggunakan material penghantar panas
Oleskan gel silikon atau pasta penghantar panas untuk meningkatkan transfer panas antara sensor dan objek.
Sangat efektif untuk material dengan konduktivitas termal rendah seperti plastik dan keramik.
Mengurangi pengaruh udara
1. Untuk menghindari pengaruh lingkungan eksternal, sensor dapat dibenamkan ke dalam objek yang diukur.
Saat mengukur suhu permukaan, gunakan lapisan tipis dengan konduktivitas termal tinggi untuk mengurangi efek isolasi udara.
3.2 Kesalahan Akibat Keterlambatan Waktu dan Cara Mengatasinya
3.2.1 Penyebab Kesalahan Keterlambatan Waktu
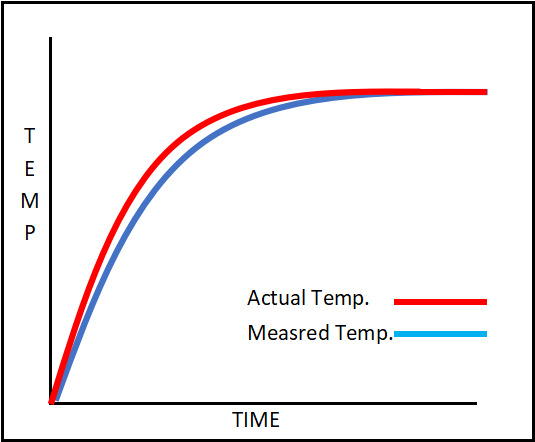
Dalam lingkungan dengan perubahan suhu yang cepat, sensor suhu mungkin tidak dapat langsung mendeteksi perubahan suhu yang sebenarnya, menyebabkan keterlambatan dalam pembacaan. Penyebab utama dari kesalahan ini adalah:
Kapasitas termal sensor yang besar
→ Sensor menyerap panas sebelum menyesuaikan suhu, sehingga responsnya lebih lambat.
Pengaruh tabung pelindung sensor
→ Dalam lingkungan bersuhu tinggi, tabung pelindung dapat menyerap panas lebih dulu, menyebabkan keterlambatan dalam refleksi suhu sebenarnya.
Kecepatan tampilan pengontrol suhu yang lambat
→ Meskipun sensor mendeteksi suhu dengan baik, tampilan yang lambat menyebabkan kesulitan dalam pemantauan real-time.
Dengan demikian, kesalahan keterlambatan waktu terutama disebabkan oleh karakteristik sensor itu sendiri, respons alat ukur, dan pengaruh tabung pelindung. Oleh karena itu, pemilihan sensor dan peralatan yang sesuai dengan tujuan pengukuran serta lingkungan sangatlah penting.
3.2.2 Cara Mengatasi Kesalahan Keterlambatan Waktu
Untuk mengurangi kesalahan akibat keterlambatan waktu, langkah-langkah berikut dapat diterapkan:
1.Gunakan sensor suhu dengan respons cepat
Pilih sensor berukuran kecil seperti termistor mini atau termokopel.
2.Sesuaikan metode pengukuran
Jangan hanya mengandalkan satu kali pengukuran, lakukan pengukuran berkala dan gunakan nilai rata-rata.
Jika perubahan suhu cepat diharapkan terjadi, gunakan perangkat yang dapat merekam data suhu secara real-time.
3.Gunakan pengontrol suhu dengan respons cepat
Pilih pengontrol suhu presisi tinggi yang memiliki kecepatan siklus kontrol yang lebih cepat agar dapat membaca perubahan suhu dengan lebih akurat.
3.3 Kesalahan Akibat Pengaruh Lingkungan dan Cara Mengatasinya
3.3.1 Penyebab Kesalahan Lingkungan
Pengukuran suhu sangat dipengaruhi oleh lingkungan sekitar. Jika kondisi lingkungan berubah, hasil pengukuran juga dapat berubah. Beberapa faktor utama yang mempengaruhi pengukuran meliputi:
Pengaruh angin atau aliran udara
→ Jika angin kencang mengenai objek yang diukur, suhu yang terukur bisa berubah karena dipengaruhi oleh udara luar.
Contoh: Di kantor atau laboratorium, hembusan AC dapat membuat suhu ruangan yang sebenarnya tampak lebih rendah atau lebih tinggi dari kenyataannya.
Pengaruh kelembaban
→ Di lingkungan yang lembab, kondensasi dapat terbentuk pada sensor, menyebabkan hasil pengukuran lebih rendah dari suhu sebenarnya.
Contoh: Di gudang pendingin atau fasilitas pengolahan makanan, kelembaban tinggi dapat menyebabkan sensor berembun, menghasilkan pembacaan suhu yang lebih rendah.
Pengaruh sumber panas di sekitar
→ Di pabrik atau dapur, panas dari pemanas atau mesin dapat mempengaruhi suhu pengukuran.
Contoh: Saat mengukur suhu makanan yang sedang dimasak, panas dari kompor gas atau oven dapat membuat hasil pengukuran tampak lebih tinggi dari suhu sebenarnya.
3.3.2 Cara Mengatasi Kesalahan Lingkungan
Untuk mengurangi pengaruh lingkungan terhadap pengukuran suhu, beberapa langkah berikut dapat diterapkan:
1.Gunakan pelindung angin
Jika pengukuran dilakukan di luar ruangan atau tempat dengan angin kencang, gunakan penutup pelindung untuk menghindari gangguan dari angin.
Saat mengukur di luar ruangan, pilih lokasi yang lebih terlindungi, seperti area yang teduh.
2.Pilih lokasi pengukuran yang tepat
Hindari melakukan pengukuran dekat pemanas atau mesin yang menghasilkan panas berlebih.
Saat mengukur suhu ruangan, hindari lokasi dekat ventilasi AC dan pilih tempat yang lebih stabil secara termal.
3.Pertimbangkan pengaruh kelembaban
Gunakan sensor dengan perlindungan anti air di lingkungan dengan kelembaban tinggi untuk menghindari pengembunan.
Sebelum melakukan pengukuran, lakukan pengujian awal di lingkungan standar untuk menyesuaikan hasil berdasarkan kelembaban.
3.4 Kesimpulan
Kesalahan utama dalam pengukuran suhu berasal dari ketidaksempurnaan kontak termal, keterlambatan waktu, dan pengaruh lingkungan. Untuk mengurangi kesalahan ini, beberapa strategi yang perlu diterapkan adalah:
Dengan menerapkan langkah-langkah ini, pengukuran suhu dapat dilakukan dengan lebih akurat dan andal, memastikan hasil yang lebih baik dalam pengelolaan energi dan kontrol kualitas.
Để nâng cao độ chính xác và hiệu quả của việc đo nhiệt độ, điều quan trọng là phải chọn nhiệt kế phù hợp nhất. Có nhiều loại thiết bị đo nhiệt độ khác nhau, mỗi loại có những đặc tính và ưu điểm riêng. Việc lựa chọn thiết bị thích hợp giúp cải thiện độ chính xác của kết quả đo và giúp tối ưu hóa quản lý năng lượng cũng như kiểm soát chất lượng sản phẩm. Trong chương này, chúng ta sẽ tìm hiểu về các loại thiết bị đo nhiệt độ phổ biến và cách lựa chọn chúng.
2.1 Các loại nhiệt kế
Nhiệt kế được chia thành hai loại chính:
Nhiệt kế tiếp xúc: Đo nhiệt độ bằng cách tiếp xúc trực tiếp với vật thể cần đo (ví dụ: cảm biến nhiệt điện trở, cặp nhiệt điện, điện trở nhiệt đo nhiệt độ – RTD). Nhiệt kế không tiếp xúc: Đo nhiệt độ bề mặt vật thể thông qua tia hồng ngoại (ví dụ: nhiệt kế bức xạ, camera nhiệt).
Dưới đây là đặc điểm của từng loại nhiệt kế.
2.1.1 Nhiệt kế tiếp xúc
Nhiệt kế tiếp xúc đo nhiệt độ bằng cách tiếp xúc trực tiếp với vật thể cần đo. Các loại phổ biến bao gồm:
Cảm biến nhiệt điện trở (Thermistor)
Thermistor là từ ghép của “Thermal” (nhiệt) + “Resistor” (điện trở), là một linh kiện bán dẫn có điện trở thay đổi theo nhiệt độ. Nó được làm từ các oxit kim loại như oxit niken và oxit mangan, và khi nhiệt độ thay đổi, sự di chuyển của các electron bên trong cũng thay đổi, dẫn đến sự thay đổi điện trở.
Đặc điểm: Độ chính xác cao, tốc độ phản hồi nhanh.
Phạm vi nhiệt độ: -50℃ đến +300℃ (loại chịu nhiệt cao lên đến 500℃).
Ứng dụng: Thiết bị điện gia dụng, ô tô, thiết bị y tế, kiểm soát nhiệt độ trong các thiết bị chính xác.
Lưu ý: Có thể xảy ra hiện tượng tự phát nhiệt, gây ra sai số đo.
Cặp nhiệt điện (Thermocouple)
Cặp nhiệt điện đo nhiệt độ bằng cách sử dụng hiệu ứng Seebeck, trong đó điện áp được tạo ra khi có sự chênh lệch nhiệt độ giữa hai kim loại khác nhau.
Đặc điểm: Phạm vi nhiệt độ rộng, độ bền cao, có thể đo các vật thể nhỏ.
Phạm vi nhiệt độ:
Cặp nhiệt điện loại K: -200℃ đến +1200℃ (đa dụng).
Cặp nhiệt điện loại R, S: Lên đến +1600℃ (dùng cho nhiệt độ cao).
Ứng dụng: Tự động hóa công nghiệp, kiểm soát quy trình, ô tô, hàng không vũ trụ, quân sự, năng lượng, sản xuất kim loại, y tế.
Lưu ý: Nếu sử dụng lâu dài, vật liệu có thể bị oxy hóa hoặc hư hỏng, gây sai số trong phép đo.
Điện trở nhiệt đo nhiệt độ (RTD – Resistance Temperature Detector)
RTD là một cảm biến nhiệt độ sử dụng kim loại như bạch kim, có điện trở thay đổi theo nhiệt độ. Nó có độ chính xác cao và ổn định, được sử dụng rộng rãi trong công nghiệp và nghiên cứu.
Đặc điểm: Độ chính xác cao (±0.15+0.002|t|°C/loại A), rất ổn định, có thể sử dụng lâu dài.
Phạm vi nhiệt độ: -196℃ đến +600℃ (đối với RTD bạch kim thông thường).
Ứng dụng: Sản xuất bán dẫn, nhà máy hóa chất, chế biến thực phẩm.
Lưu ý: Có kích thước lớn hơn thermistor và cặp nhiệt điện, phản ứng với thay đổi nhiệt độ chậm hơn một chút.
2.1.2 Nhiệt kế không tiếp xúc
Nhiệt kế không tiếp xúc đo nhiệt độ bằng cách đo tia hồng ngoại phát ra từ bề mặt vật thể.
Nhiệt kế bức xạ
Nhiệt kế bức xạ sử dụng tia hồng ngoại để đo nhiệt độ bề mặt vật thể.
Đặc điểm: Có thể đo nhiệt độ mà không cần tiếp xúc, phù hợp với vật thể có nhiệt độ cao hoặc nguy hiểm.
Phạm vi nhiệt độ: -50℃ đến +3000℃ (tùy thuộc vào từng loại).
Ứng dụng: Công nghiệp thép, kính, chế biến thực phẩm, y tế, hệ thống điều hòa không khí (HVAC).
Lưu ý: Độ phát xạ thay đổi tùy thuộc vào màu sắc và vật liệu của vật thể, do đó cần hiệu chỉnh độ phát xạ để tránh sai số đo.
Camera nhiệt (Thermographic Camera)
Camera nhiệt hoạt động tương tự như nhiệt kế bức xạ nhưng có thể hiển thị sự phân bố nhiệt độ dưới dạng hình ảnh.
Đặc điểm: Có thể nhìn thấy sự phân bố nhiệt độ không đồng đều, có thể đo diện tích rộng chỉ trong một lần quét.
Ứng dụng: Kiểm tra thiết bị, phát hiện sự nóng bất thường, đánh giá cách nhiệt của tòa nhà.
Lưu ý: Cũng như nhiệt kế bức xạ, cần điều chỉnh độ phát xạ để đảm bảo độ chính xác của phép đo.
2.2 Cách lựa chọn nhiệt kế
2.2.1 Phạm vi nhiệt độ cần đo
Khi chọn nhiệt kế, cần xem xét phạm vi nhiệt độ của vật thể cần đo.
Nhiệt độ thấp (-50℃ đến 300℃): Thermistor, RTD, cặp nhiệt điện.
Nhiệt độ trung bình (-200℃ đến 1200℃): Thermistor chịu nhiệt cao (500℃), RTD Pt100 (600℃), cặp nhiệt điện loại K (1200℃).
Nhiệt độ cao (trên 1200℃): Cặp nhiệt điện loại R, S, nhiệt kế bức xạ.
2.2.2 Độ chính xác và ổn định
Nếu yêu cầu độ chính xác cao → Sử dụng RTD hoặc thermistor có độ chính xác cao.
Nếu môi trường có nhiệt độ thay đổi nhanh → Dùng cặp nhiệt điện hoặc thermistor có tốc độ phản hồi nhanh.
2.2.3 Môi trường đo
Môi trường khắc nghiệt (nhiệt độ cao, rung động, va đập): Cặp nhiệt điện.
Đo nhiệt độ không tiếp xúc từ xa và nhiệt độ cao: Nhiệt kế bức xạ, camera nhiệt.
Không gian hẹp: Thermistor, cặp nhiệt điện.
2.3 Kết luận
Do kết quả đo nhiệt độ phụ thuộc nhiều vào thiết bị được sử dụng, điều quan trọng là phải chọn thiết bị phù hợp với ứng dụng cụ thể.
Bằng cách lựa chọn nhiệt kế phù hợp, việc kiểm soát nhiệt độ có thể được thực hiện hiệu quả và chính xác hơn, góp phần nâng cao chất lượng sản phẩm và quản lý năng lượng. Hãy tham khảo các đặc điểm và phương pháp lựa chọn thiết bị đo nhiệt độ đã được giới thiệu trong chương này để chọn loại nhiệt kế tối ưu nhất cho nhu cầu của bạn.
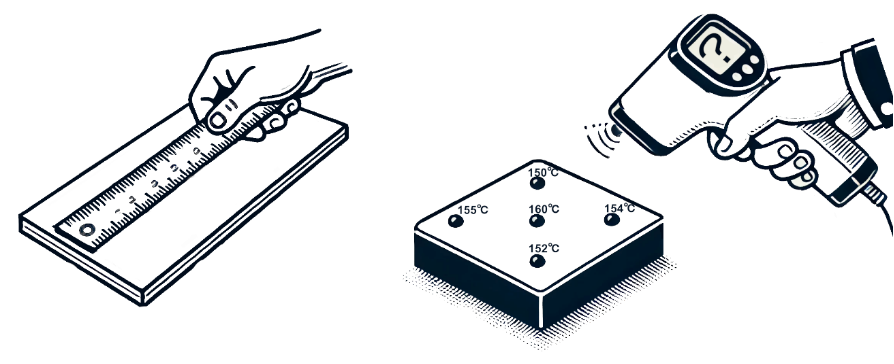
Đo nhiệt độ đóng vai trò quan trọng trong nhiều khía cạnh của đời sống và các ngành công nghiệp khác nhau. Nhiệt độ liên quan đến nhiều hiện tượng vật lý, chẳng hạn như nhiệt độ không khí, nhiệt độ cơ thể, cũng như kiểm soát nhiệt độ trong sản xuất công nghiệp. Vì vậy, phương pháp đo nhiệt độ rất đa dạng. Tuy nhiên, không giống như các phép đo đại lượng vật lý khác, đo nhiệt độ có những thách thức riêng biệt.
Trong đo chiều dài hoặc khối lượng, nếu sử dụng đúng dụng cụ đo, có thể dễ dàng thu được kết quả chính xác. Nhưng trong đo nhiệt độ, nhiều yếu tố ảnh hưởng đến độ chính xác, bao gồm loại nhiệt kế, cách sử dụng và điều kiện môi trường đo.
Đo nhiệt độ rất quan trọng để hiểu rõ trạng thái và đặc tính của vật liệu. Ví dụ, trong sản xuất công nghiệp, nhiệt độ được kiểm soát chặt chẽ để đảm bảo chất lượng sản phẩm. Nếu nhiệt độ quá cao, sản phẩm có thể bị hỏng; ngược lại, nếu quá thấp, có thể xảy ra lỗi trong quy trình sản xuất. Ngoài ra, xét về khía cạnh quản lý năng lượng, nhiệt độ cũng là một chỉ số quan trọng. Trong các nhà máy điện và nhà máy hóa chất, kiểm soát nhiệt độ nghiêm ngặt giúp tối ưu hóa hoạt động và giảm tiêu thụ năng lượng.
Tuy nhiên, đo nhiệt độ cũng có một số thách thức. Nhiệt độ có thể thay đổi theo thời gian và vị trí, vì vậy kết quả đo có thể khác nhau tùy theo thời điểm và vị trí đo. Ngoài ra, khi nhiệt kế tiếp xúc với vật thể đo, có thể xảy ra sai số do truyền nhiệt, do đó cần có sự chú ý đặc biệt để có được kết quả chính xác. Chính bản thân nhiệt kế cũng có thể bị trễ thời gian hoặc có sai số đo, điều này đặc biệt quan trọng trong các lĩnh vực yêu cầu độ chính xác cao.
Trong chương này, chúng ta sẽ tìm hiểu những kiến thức cơ bản về đo nhiệt độ, cách đo nhiệt độ, cũng như các yếu tố và đặc điểm quan trọng trong đo nhiệt độ. Ngoài ra, chúng ta cũng sẽ đề cập đến các nguyên tắc cơ bản để duy trì độ chính xác của phép đo nhiệt độ và những điểm cần chú ý trong quá trình đo nhiệt độ hàng ngày.
1.1 Khái niệm cơ bản về đo nhiệt độ
Nhiệt độ là một đại lượng vật lý liên quan đến năng lượng nội tại của vật thể và là một chỉ số quan trọng thể hiện trạng thái nhiệt của vật chất. Ví dụ, trạng thái của vật chất như rắn, lỏng, khí phụ thuộc vào nhiệt độ. Khi nhiệt độ cao, chuyển động của các phân tử trở nên mạnh hơn, trong khi ở nhiệt độ thấp, chuyển động này bị hạn chế. Nhiệt kế được sử dụng để đo và biểu thị định lượng trạng thái này.
Có nhiều phương pháp khác nhau để đo nhiệt độ. Nhiệt kế tiếp xúc hoạt động bằng cách tiếp xúc trực tiếp cảm biến với vật thể đo và phản ứng của nó được sử dụng để xác định nhiệt độ. Nhiệt kế không tiếp xúc (chẳng hạn như nhiệt kế hồng ngoại) đo bức xạ hồng ngoại phát ra từ vật thể để xác định nhiệt độ của nó. Việc sử dụng phương pháp nào phụ thuộc vào tính chất của vật thể cần đo và môi trường đo.
1.2 Tầm quan trọng của đo nhiệt độ
Tầm quan trọng của đo nhiệt độ xuất phát từ phạm vi ứng dụng rộng rãi của nó. Trong công nghiệp sản xuất và kiểm soát chất lượng, kiểm soát nhiệt độ có ảnh hưởng trực tiếp đến hiệu suất và chất lượng sản phẩm. Ví dụ, trong sản xuất nhựa hoặc chế biến thực phẩm, cần duy trì nhiệt độ trong một phạm vi nhất định. Nếu nhiệt độ vượt quá phạm vi này, chất lượng sản phẩm có thể giảm hoặc sản phẩm có thể bị biến dạng. Do đó, đo nhiệt độ là một phần thiết yếu của quy trình đảm bảo chất lượng.
Ngoài ra, đo nhiệt độ cũng rất quan trọng trong việc tối ưu hóa sử dụng năng lượng. Trong các nhà máy điện, hệ thống làm mát và nhà máy hóa chất, sự thay đổi nhiệt độ có tác động lớn đến mức tiêu thụ năng lượng. Kiểm soát nhiệt độ chính xác giúp giảm lãng phí năng lượng và tối ưu hóa chi phí vận hành.
Đo nhiệt độ cũng rất quan trọng đối với quản lý an toàn. Ví dụ, trong các nhà máy điện hoặc nhà máy hóa chất, có nhiều thiết bị hoạt động ở nhiệt độ cao. Nếu không kiểm soát nhiệt độ đúng cách, có thể xảy ra quá nhiệt, cháy nổ hoặc các sự cố nghiêm trọng khác. Việc giám sát nhiệt độ thường xuyên giúp phát hiện sớm các bất thường để có biện pháp xử lý kịp thời.
1.3 Đặc điểm đặc trưng của đo nhiệt độ
Khác với các phép đo đại lượng vật lý khác, đo nhiệt độ có một số đặc điểm đặc biệt. Trước hết, nhiệt độ thay đổi theo thời gian, vì vậy thời điểm đo rất quan trọng. Nhiệt kế cần có thời gian để điều chỉnh và thích nghi với nhiệt độ của vật thể đo. Đặc biệt, nếu nhiệt độ thay đổi đột ngột, nhiệt kế có thể phản ứng chậm, dẫn đến sai số đo.
Ngoài ra, trong hầu hết các trường hợp, nhiệt kế cần tiếp xúc với vật thể đo. Cách tiếp xúc này có ảnh hưởng lớn đến độ chính xác của phép đo. Nếu tiếp xúc không đúng cách, có thể xảy ra sai số do truyền nhiệt, làm cho kết quả đo không chính xác. Vì vậy, cần đặc biệt chú ý đến cách sử dụng nhiệt kế và môi trường đo.
Ảnh hưởng của sự phân bố nhiệt độ cũng không thể bỏ qua. Nếu vật thể đo không có sự phân bố nhiệt độ đồng đều, kết quả đo có thể thay đổi đáng kể tùy thuộc vào vị trí đo. Để tránh vấn đề này, cần xem xét cẩn thận vị trí và phương pháp đo thích hợp.
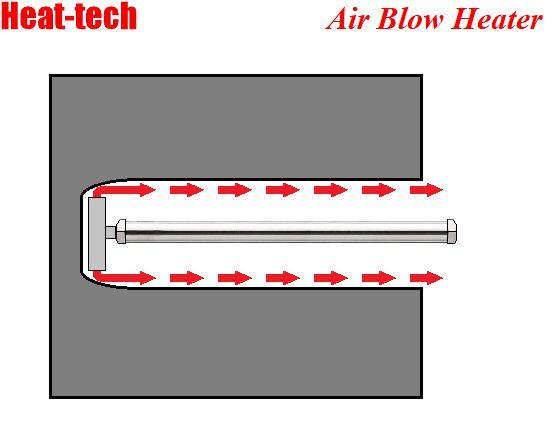
Chỉ dành cho máy sưởi không khí nóng cỡ trung bình và máy sưởi không khí nóng cỡ lớn.
Kết hợp với khớp nối thoát khí nóng, khí nóng được phun ra từ 4 hướng ở bên cạnh.
Vui lòng nhét nó vào một đường ống hoặc lỗ và sử dụng nó để sưởi ấm hoặc sấy khô.
Sau khi lắp vào hết, nó sẽ phun khí nóng dọc theo thành bên khi kéo ra, lý tưởng để loại bỏ các giọt nước.
Sau khi lắp vào hết, nó sẽ phun khí nóng dọc theo thành bên khi kéo ra, lý tưởng để loại bỏ các giọt nước.